The other vacuum infusion tutorial has lost it’s images so I decided it’s time for a new one. This forum already contains pages of great information so I’m keeping this tutorial simple.
If you’ve never worked with a wet layup I suggest vacuum bagging first. It’s a more forgiving process and it’s more hands on so you learn faster in my opinion. But if you want to skip it read on.
The infusions below are for a flat 6x6 inch square. This is literally the simplest layup possible.
A quick rundown of my equipment and materials

Vacuum Gauge - With infusion it is critical that you monitor vacuum pressure, not only to see what it is but also to notice leaks.
Resin Trap - If your vacuum line fills up the resin will collect in the pipe and not get sucked into your pump. Pressure pots are frequently used here but for me it was cheaper to build mine out of PVC pipe and nylon fittings.
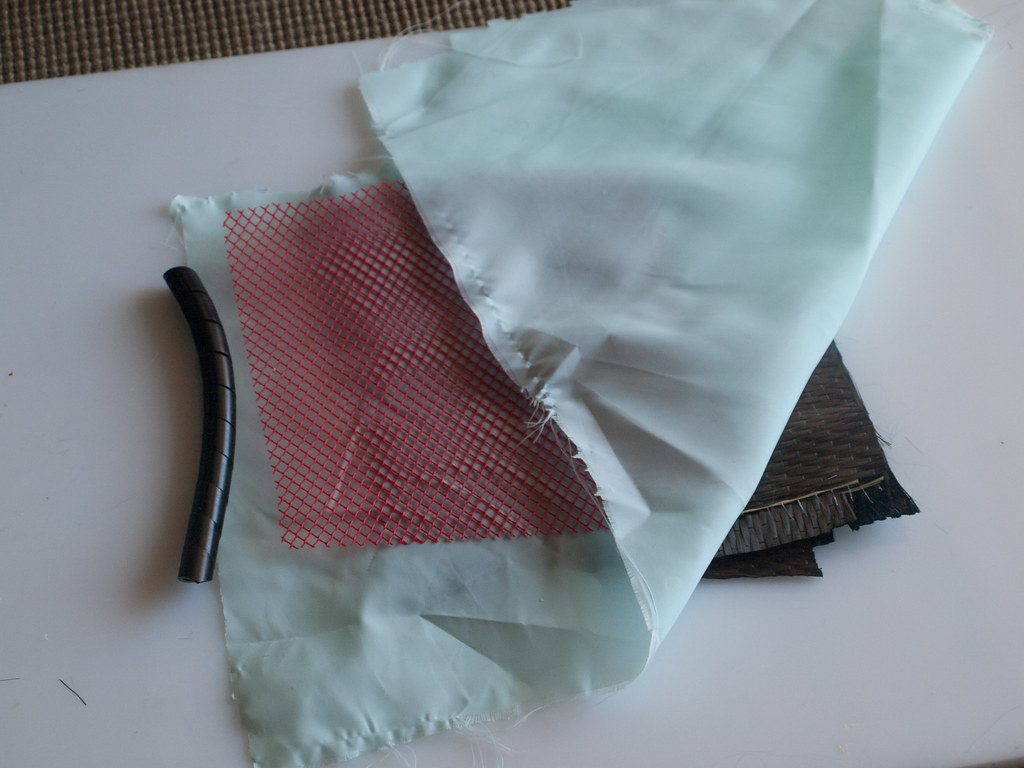
Here are most of the consumables. From left to right we have spiral wrap, peel ply (green cloth), infusion mesh (red mesh), and carbon fiber. The spiral wrap isn’t even necessary for small infusions like these. Before I had the wrap I punched holes in the tubing itself.
This mold in particular required no release agent but in most cases you will need to apply PVA, Wax, a semi perm or a release agent of some sort before laying up.

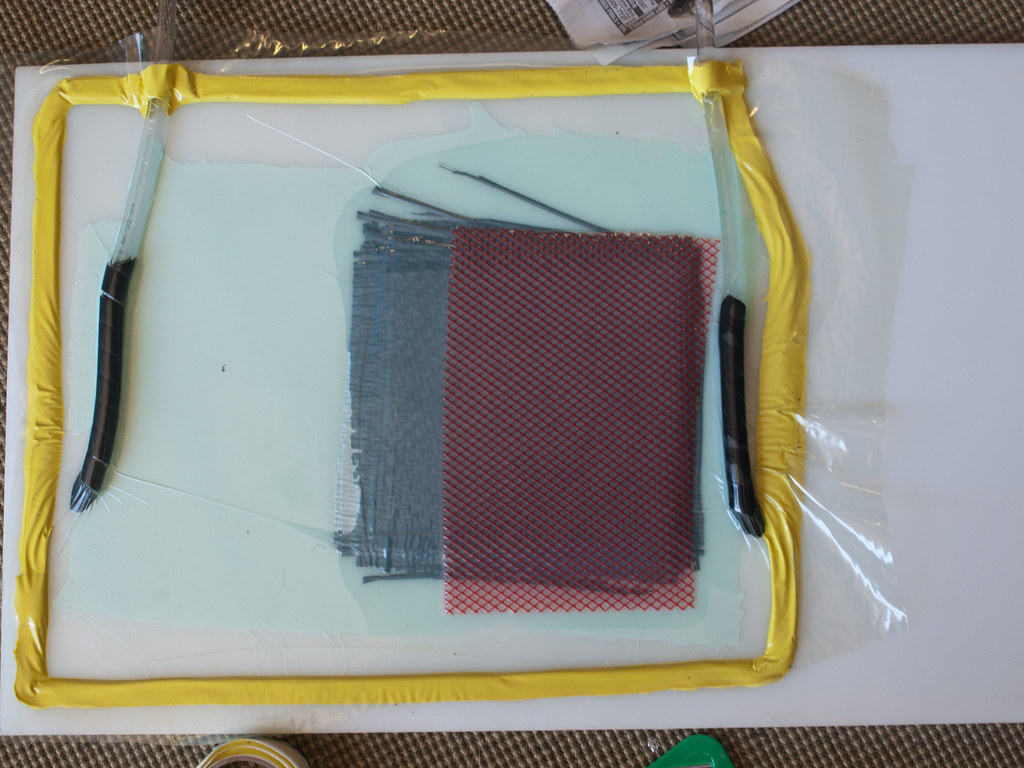
The tubing, tacky tape and vacuum film have all been added. Some quick tips, when you lay down the vinyl tubing all you need to do is cut about half an inch and stick it on top of the tube. Press down on the tape to seal it with the tape on the bottom.
Leave a large peel ply break. I went a bit overboard with these infusions, but all you really need is about 3/4s of an inch to 2 inches.
I cut the infusion mesh an inch short because it slows down the resin considerably. In my short experience it seems to reduce pinholes and create a much better part. Some people have it run up all the way to the edge to ensure total infusion. I don’t know which one is better but you can always experiment.
IT IS ABSOLUTELY CRITICAL TO HAVE NO LEAKS. One small leak will destroy your infusion. In this particular case one thread of peel ply was sticking out from under the tape filling the bottom side with bubbles. Test for leaks by pulling a vacuum and clamping both lines. Check the pressure, drink a beer, come back and see what the pressure is. If it’s the same you’re good to go. If it’s not try finding the source of the leak and fixing it. With this particular piece I could cut off the ruined portion since it was going to a lab for tests. However if you’re laminating a hood, or a wing you can’t really cut half of it off.
Lastly I degassed the resin. After mixing I placed my cup of resin in a larger cup of hot water and let the little air bubbles come out. Some people put their resin into a vacuum chamber but I found for this particular resin that step doesn’t help . For a previous resin I used it did. Learn the properties of your materials if you want a repeatable quality process.
And here’s the most fun part, the actual infusion. The resin inlet is on the right side. You can see that the resin has traveled most of the way but not all. I clamp off the resin inlet at this point. This is not a problem because the resin travels about an inch or two even after the vacuum line is clamped and the pump is turned off.

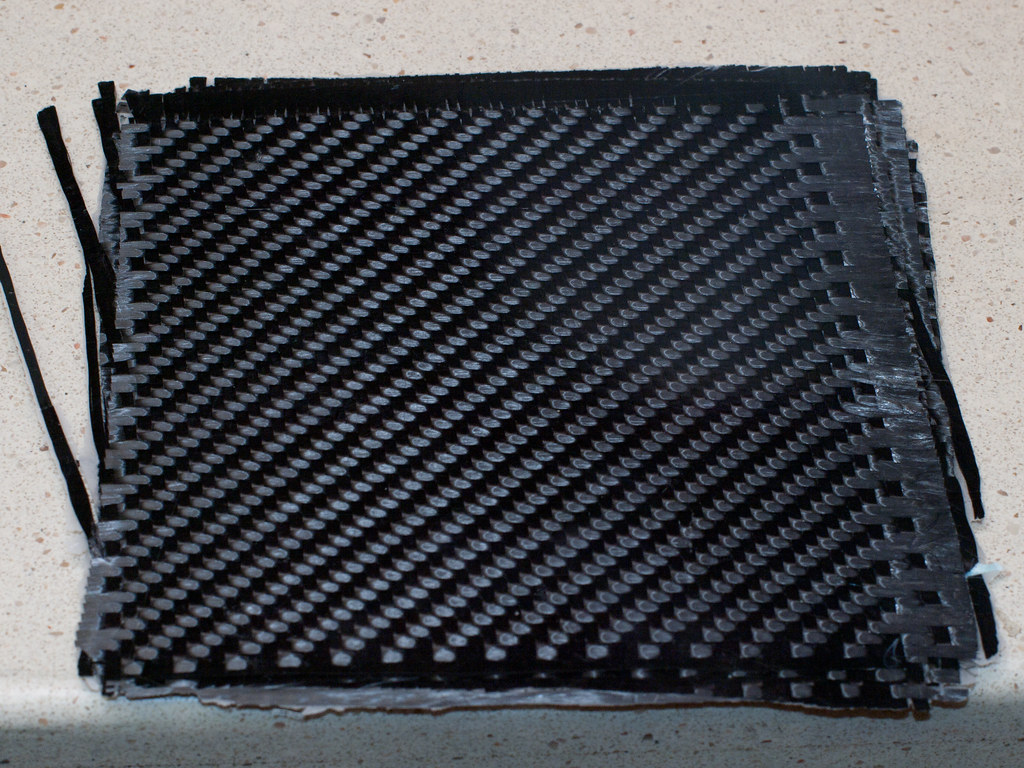
Here are the final parts. The top picture is of the peel ply side. The bottom is of the mold side. Not how flat the piece looks compared to other carbon fiber parts. This part had no gel coat so the weave got flattened to the mold. If you want that nice 3d look a gel coat is needed.
That concludes my super simple infusion tutorial. This covers the bare minimum for vacuum infusion. Hopefully this helps you get started with this process so you can start adapting it to your own needs.