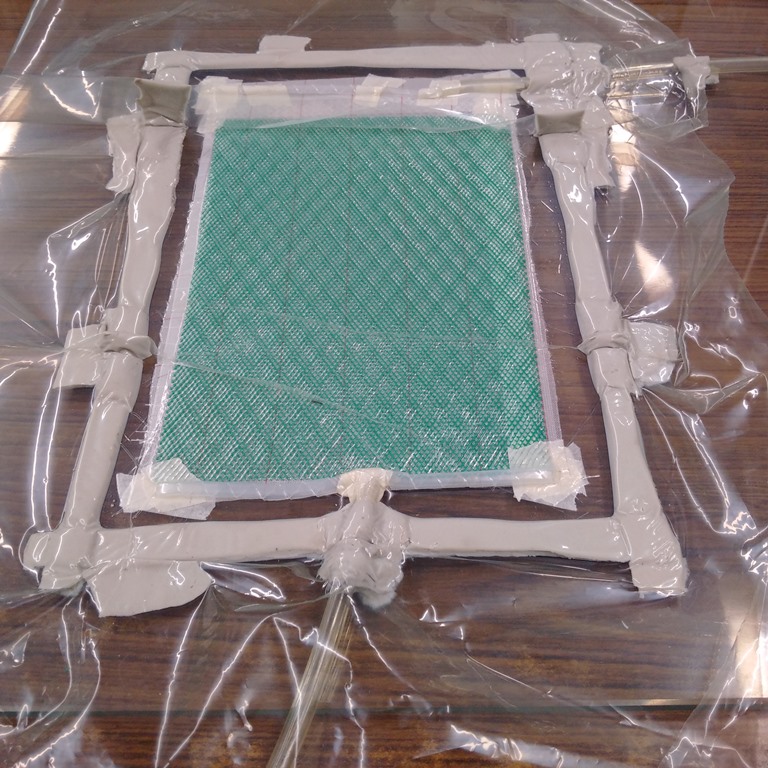
Hello guys. I just did my first vacuum assisted resin transfer infusion using three plies of unidirectional carbon fabric and epoxy resin. The resin-hardener mixed viscosity is about 440 cps at 77 degree F and I did the infusion at the temperature of 68 degree F without heating the resin. I cut the infusion mesh about 1 inch short of the fabric and I also provided about half an inch of peel ply break. I did the leak test and vacuum drop rate was about 0.5 inches of Hg per day. Please see the the setup of the process.
First I did not degas the resin and during the infusion I could not control the infusion speed so before I could know the resin already reached the halfway mark within 3-4 seconds and I could see lots of bubbles throughout the laminate. To reduce the infusion speed I pinched the feed tube. I think I pinched it way too tight and the result was that bubbles increased in the laminate. Due to this the bubbles also started forming in the feed tube. The feed tube was completely immersed in the beaker containing the resin, so I thought it happened because I almost closed the flow to the laminate to control the speed resulting in vacuum pulling air bubbles right out of the resin in the feed tube.
Second when the resin hit the vacuum line the vacuum dropped suddenly. Is it a normal thing for the drop in vacuum once the infusion process reaches reaches its end?
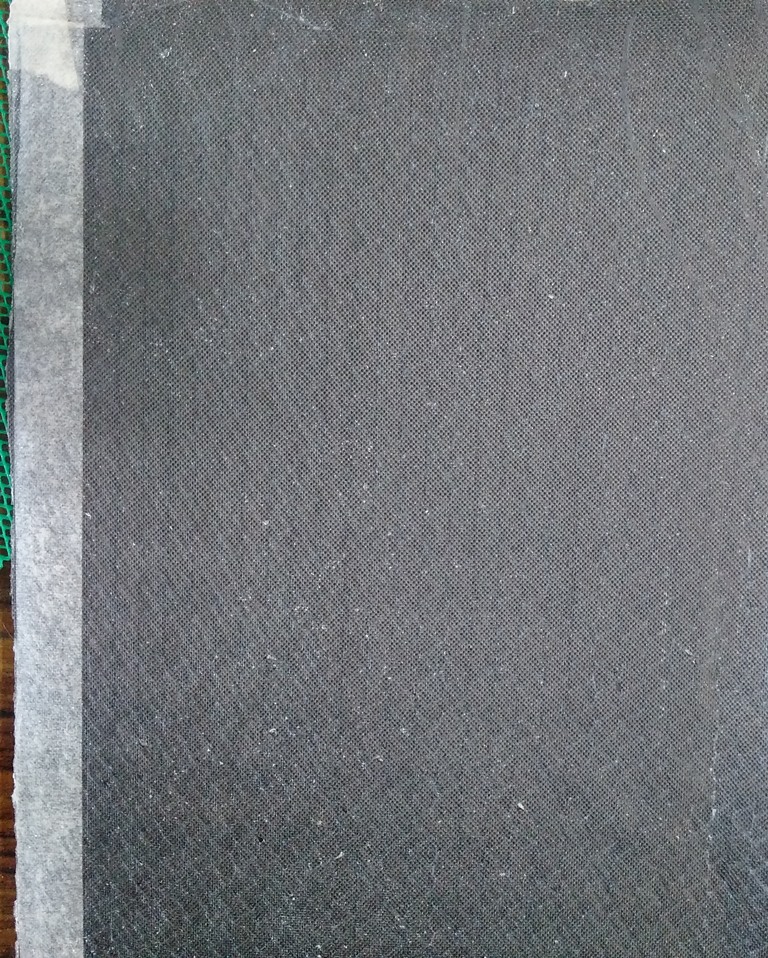
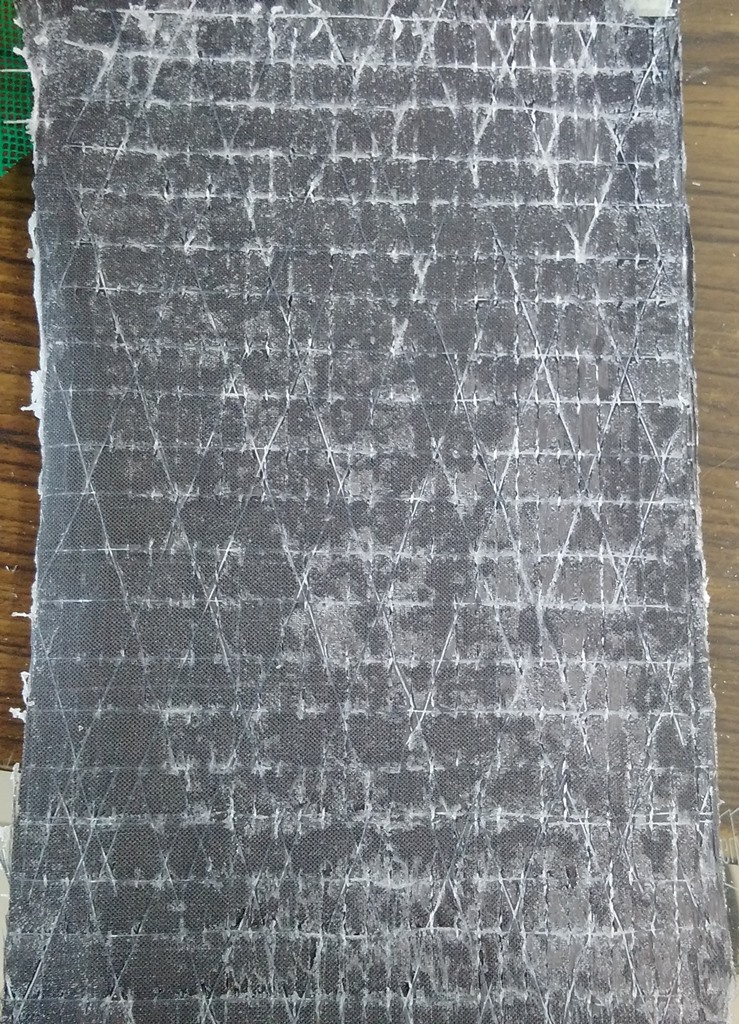
When I removed the part from the mold the upper face had obviously voids but the bottom part of the laminate facing the mold was even worse. I looked like the bottom face was resin starved having lots of dry spots. I am using peel ply on both sides of the carbon for the secondary bonding of the composite to tabs for the purpose of doing the tensile tests on the specimens.
I have searched a lot on whether degassing is required or not. And it seems that there is no consensus on this. I know next time I have to control the infusion speed because ideally the resin should reach the bottom at the same speed as it is advancing forward. But I am finding it difficult to adjust the hose pinchers as slight mistake can ruin the part. So I am thinking of wrapping the inlet spiral tube in a peel ply to slow down the speed. Any suggestions to improve the process? Thanks a lot.