Well, I don’t have much time right now to do a full write up with details.
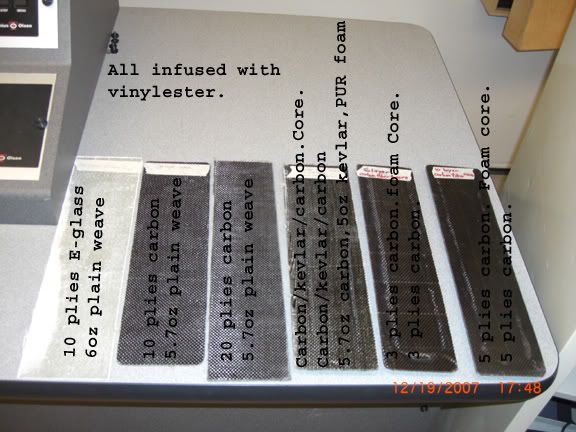
But basically we made up some small test samples and took them to a lab to be tested. Our main objective was to compare different layups, using core and no core, with different thicknesses.
Keep in mind these tests are relative only to each other, due to the sizes used and method of testing (small area of load). They can’t be compared to other samples. At least it gives an idea of how glass compares to carbon, and flat panels to cored panels.
We’ll be producing more samples to test in tension and compression. Those companies selling cheap cosmetic carbon parts don’t have this data to back up their products!
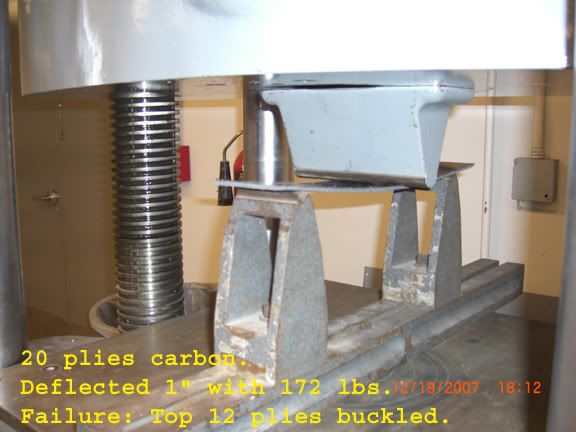
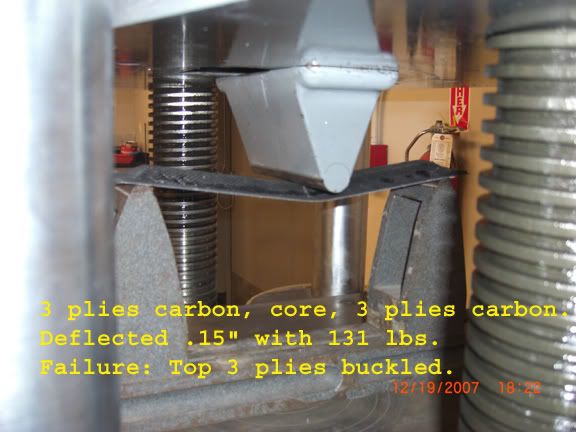
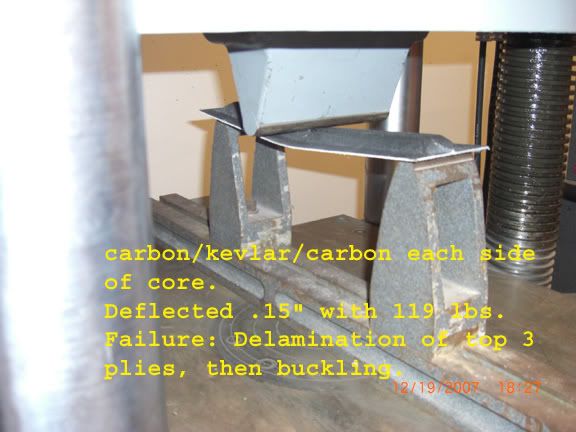
Pics have notes.