I’ve completed a mold and I need to add a return flange to it. The idea is to bolt some material to the VE mold flange then using my router with an offset trim bit create the return flange surface; the router tool will have a nose mounted bearing which will ride along the VE mold surface.
Like this:

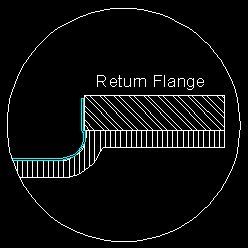
Here’s my issue - I’m struggling with selecting the best material for the return flange. I’ve considered epoxy tooling board but its damn expensive and not offered in the thickness I need. I need something with a low thermal expansion coefficient, good finish after machining, and decent temperature resistance. I’m starting to wonder if wood would be up to the task. When molding with a wood solution I’m thinking I would place release film over the wood before laying up. Or maybe some sort of sealer on the wood. Do any of you have experience using wood for such an application?