Hi all
I’m planning to make a carbon/aramid racing seat by using infusion process. I’ve made a sample version out of glass fiber with following spec:
- Visual layer: 200g twill
- 8 layers of 430g/m2 biaxial ±45° and 0/90° to upper back level
- 6 layers to shoulder level
- 4 layer to head level
In addition to that I’ve added extra layers to sides where mounting bolts are inserted. Number of layers are 13 on sides. In other words target was to create more rigid frame below the the shoulder area and then lighten a bit when it comes to shoulder and head are. Thickness varies from 1mm to 5 mm. Weight of the product, after seat belt openenings are cut is 5,1 kg and as unscientifically measured seat is rigid. More rigid compared to original FIA approved seat. Fiber-resin ratio is pretty much 60/40, which should be ok.
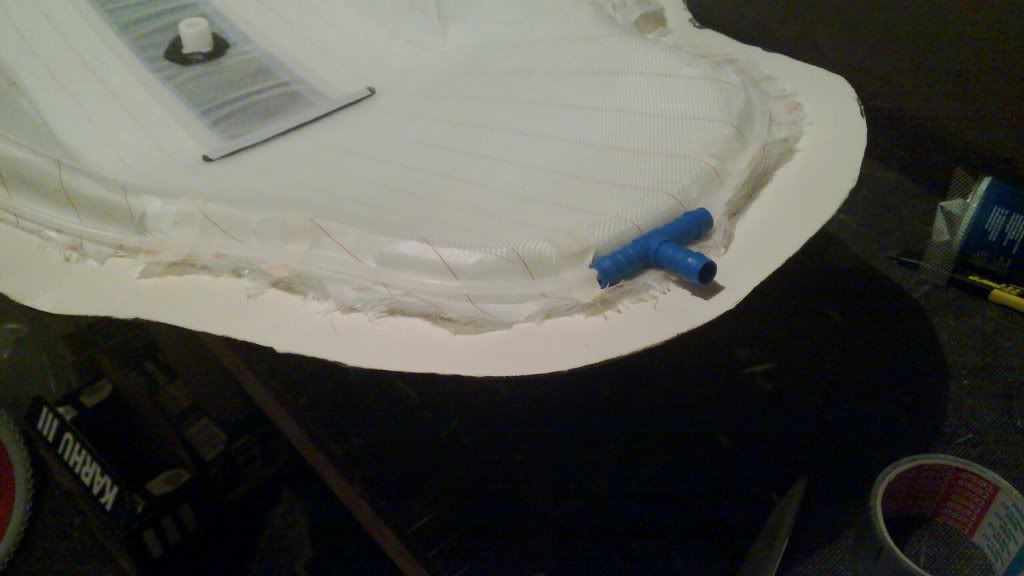
I blemished the first version due to loss of negative pressure. Bag had a leak. Second version was success exept small dry area on right side of the seat but it can easily be fixed afterwards because area is dry only on outer side. Most probably only visual layer.Secondly I noticed that there was a tension between mold and laminates meaning that extra resin was accumulated on the sides of seating area. You can see this from the pictures and they appear as red area. This happened because I used spray glue to fix every ply to mold. I’m planning to use sand bags or similar to avoid this with the “live carbon version”. Should not be a problem.
Resin I used for the first, blemished version, was Gurit SP Prime LV 20.This stuff is designed for resin infusion purposes and has very low viscosity. Infusion for whole seat took about 15 minutes. DOwnside is the very long post cure requirement. Because of this I tested Gurit Ampreg 21 for the seat that was finalised succesfully. Infusion took about 45 minutes due to higher viscosity. I’m planning to go back to the Prime LV 20 when it comes to carbon version any. Resin was fed to the mold with spiral tube that was fixed around the mold and air was sucked out of the bag from the center of the mold by using product called VMS2 from Richmond Aerovac. System works nicely and only air can escape but it doesen’t let the resin out. Basically you don’t need resin trap at all with this system
So, next step is to go live with carbon version that has one layer of aramid/carbon. Related to this I’d like to ask you fellows about amount of material that should be used and structure itself. If we assume that glass fiber version is rigid and safe to be used, how would you structure the carbon version so that it would be as light as possible and as rigid as glass version is? Some say that you would need about quarter of carbon to achieve rigidity from glass





Cheers
Heikki