Hi…
I’m retired for about the fourth time and love to tinker. Over the last 40 years I’ve owned a half dozen companies that started out in my basement or garage, which turned into successful businesses. I’ve also done consulting for other companies in a market and product development capacity.
My industry experience relates to laminating multiple layers of thin veneers into 3D shapes for the fenestration industry, and later on in supplying the military with armor laminated out of Spectra, Kevlar, S-2 Glass and other high performance materials using a variety of resins and binders.
My avocation is woodworking and I’m a guitar builder. Many of the instruments I’ve built use a myriad of material combinations that include veneer and composites in areas like the neck and body to give them both flexibility and strength, using vacuum bag and flat laminating technology.
Other than in a hobby setting building guitars, I have no hands-on production experience at all when it comes to laminating veneers or composites, as the work I’ve done has been in an administration capacity, so my knowledge is limited when it comes to processes and technique.
Most recently, I’ve been dabbling with composites making RTV silicon molds to inject hot wax for plugs used to make investment cast parts out of 4130 – 4149 steel, stainless, and aluminum that I have a foundry cast for me then sell the components online.
I have some product ideas using veneers and composites formed into 3D shapes I’d like to pursue that would complement the investment cast components I’m making and selling on line, which would be a culmination of everything I know to date about these processes and materials.
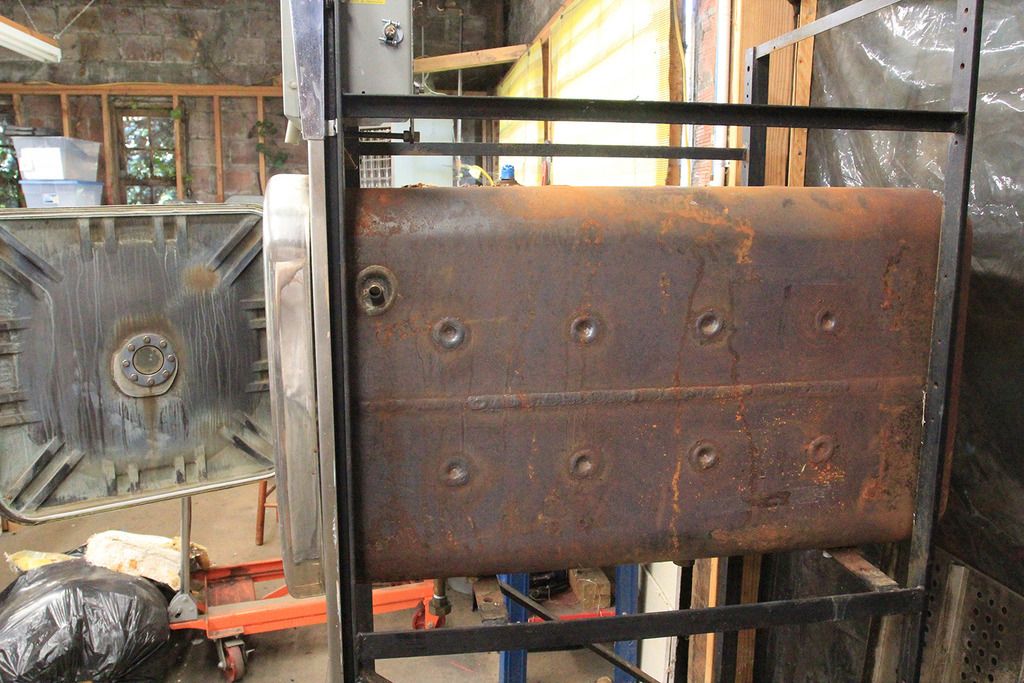
I have a 20’ X 60’ shop and about 6 months ago I bought a used hospital sterilizer I’ve begun converting an into a lab / production autoclave, which has a working chamber of 20” X 20” X 48” that will allow me form the veneers and composite materials under vacuum, heat, and pressure.
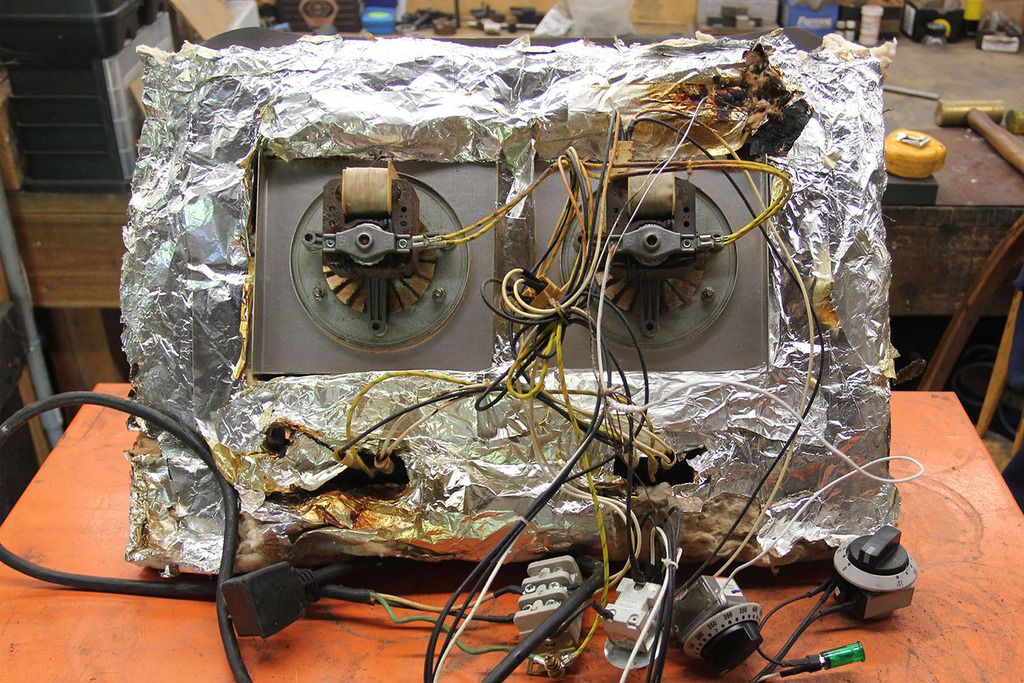
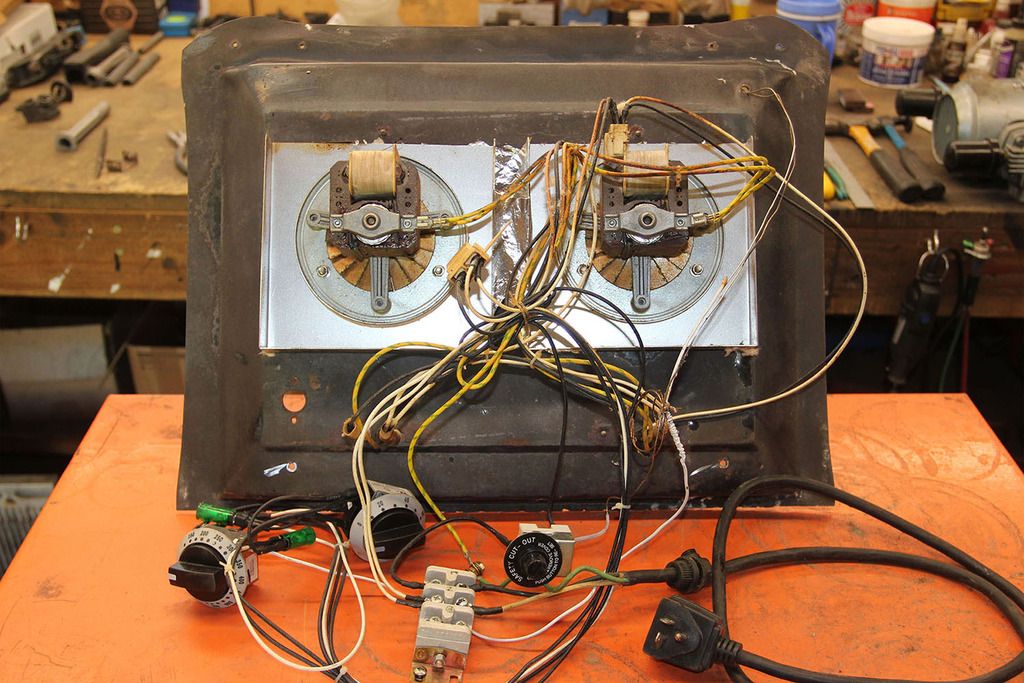
I’ve attached some pictures so you can see where I’m at with the project. I stripped it of the steam generator and related components, as I’m going to use heat from a convection oven I’ve cannibalized that is going to be mounted inside at the back of the chamber.
This autoclave has an inner and outer chamber with an air space of 1 ½” between them, which I’m going to put under vacuum to isolated the heat inside the inner chamber. Heat won’t pass through a vacuum, so in theory I should be able to heat the inner chamber up to 550F without heating the outer chamber.
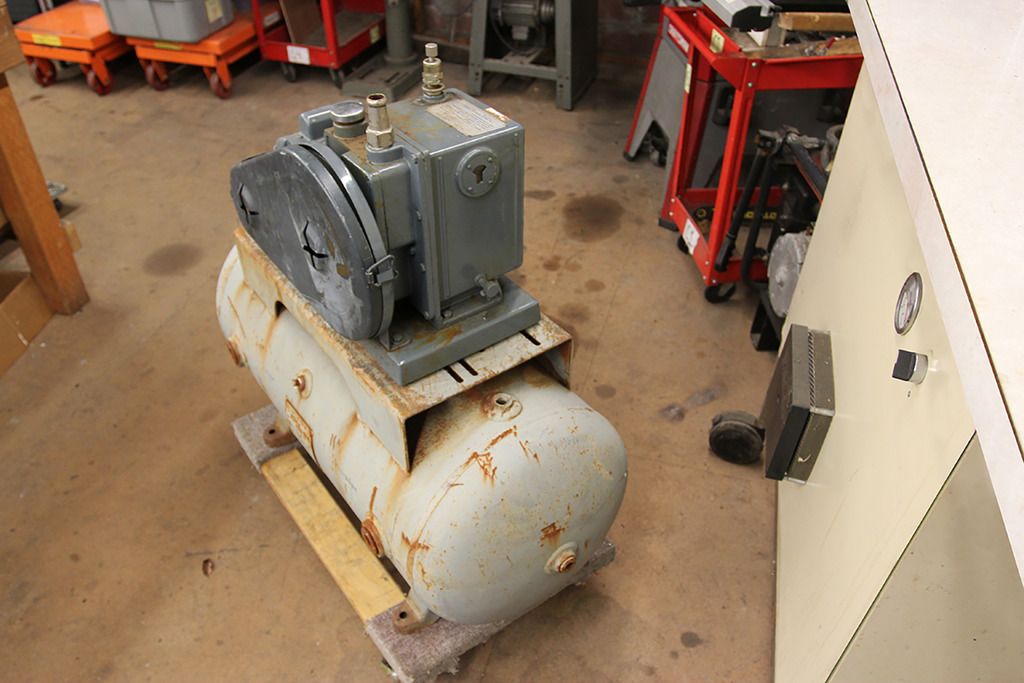
I bought a used Welch Scientific 1376 vacuum pump http://welchvacuum.com/products/duoseal-1376 I’ve mounted on a 35 gallon tank for my vacuum source. Addition to vacuum I’m going to be able to pressurize the working chamber as well, which if I’m not mistaken will aid in compressive force outside the vacuum bag.
The three part video tutorials from Easy Composites showing how to make the plug and mold for a carbon fiber airbox has been very informative! Using these instructions I’ve begun the process of making molds for a couple carbon fiber components I want to introduce to the market.
I’ve also got a male mold / mandrel I’ve poured using Vac Cast into an existing 3D part produced out of 8 layers of birch veneer. I’m going to reproduce these parts by forming veneers in a vacuum bag over the mandrel in the autoclave under vacuum, pressure, and heat, and do the secondary trimming on a CNC.
I’m at the point where I need folks I can talk to directly through these processes and this forum will give me a platform to do that. I look forward to getting to know you all and look forward to the comradery and fellowship as I make friends through this adventure.












{kind=link}