whats up guys I work in Cali. I’m a tooling lead and work with wet-lay, infusion, and anything relating to making molds. I’ve been doing this for about 5 years and have ran into every problem imaginable so if you have any questions I’m here.
Welcome to the forums, I am also a tooling guy 
Hey Jerry welcome…I’m a new guy here too and I have lots of tooling questions!
yea man fire away.
I want to produce a mold that will allow me to have finished molded surfaces both inside and out on the component I’m producing, which will have a high degree of structural definition both sides.
The exposed outer surface of the finished part needs to be a cosmetically perfect twill weave pattern and the only way I can figure out how to orient the fiber do this is pre preg on the 1st layer.
It’s important that the internal structural definition of the parts be as well defined as the outside, which includes both ends, but the subsequent layers don’t need the cosmetics, and I’m hearing I can use a “B” stage composite fill by weight to achieve the thickness and then form the entire component in a compression mold under pressure and heat.
I’ve attached some images of the parts I’m currently having injection molded out of 35% fiberglass filled high temp nylon using permanent CNC aluminum tooling I own, and I’m wanting to do these in carbon fiber as an alternative.
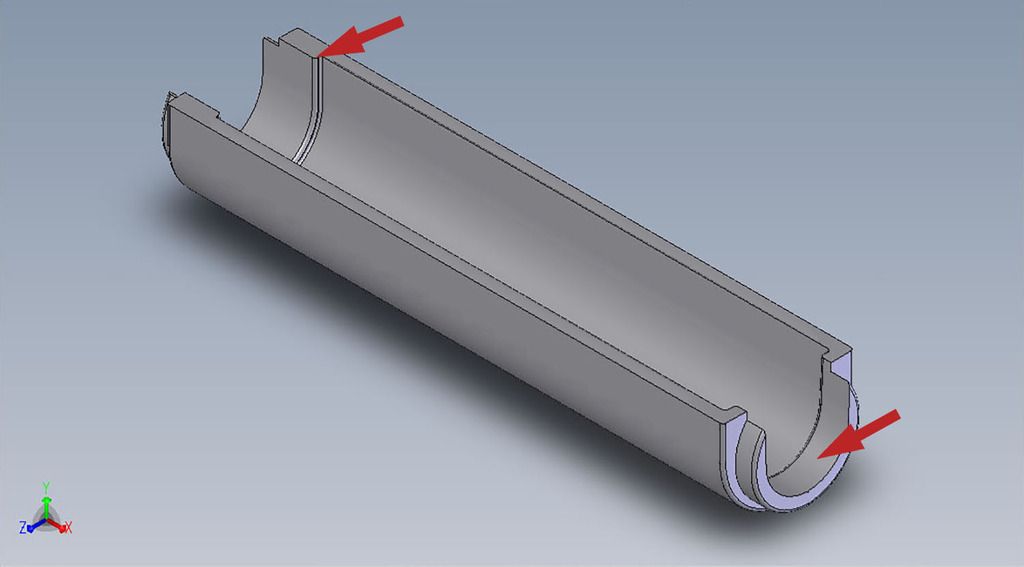
In the following picture I’ve shown arrows where there are exposed edges that are seen, so this top edge needs to be cosmetically perfect both visually and dimensionally on the lower hand guard.
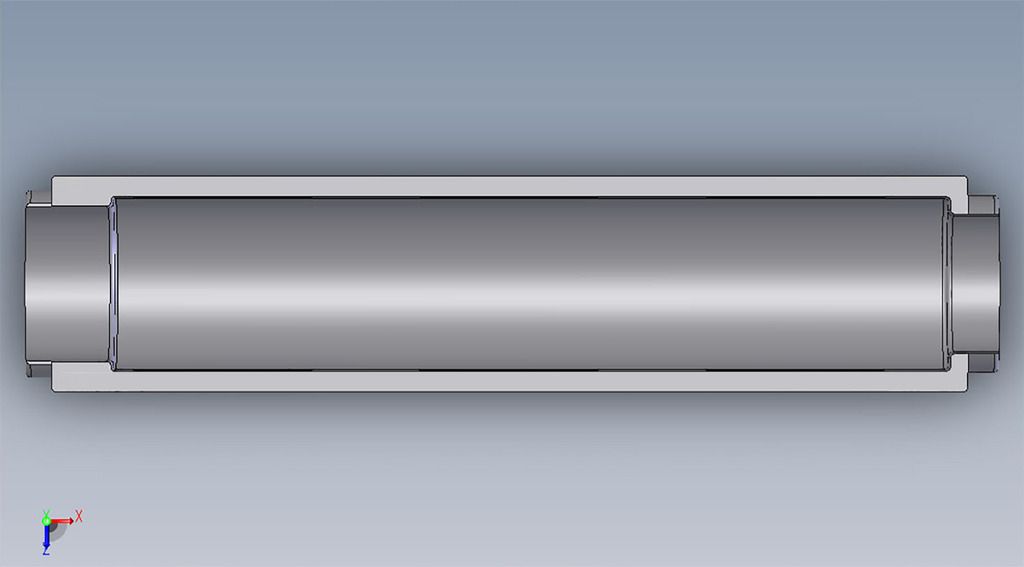
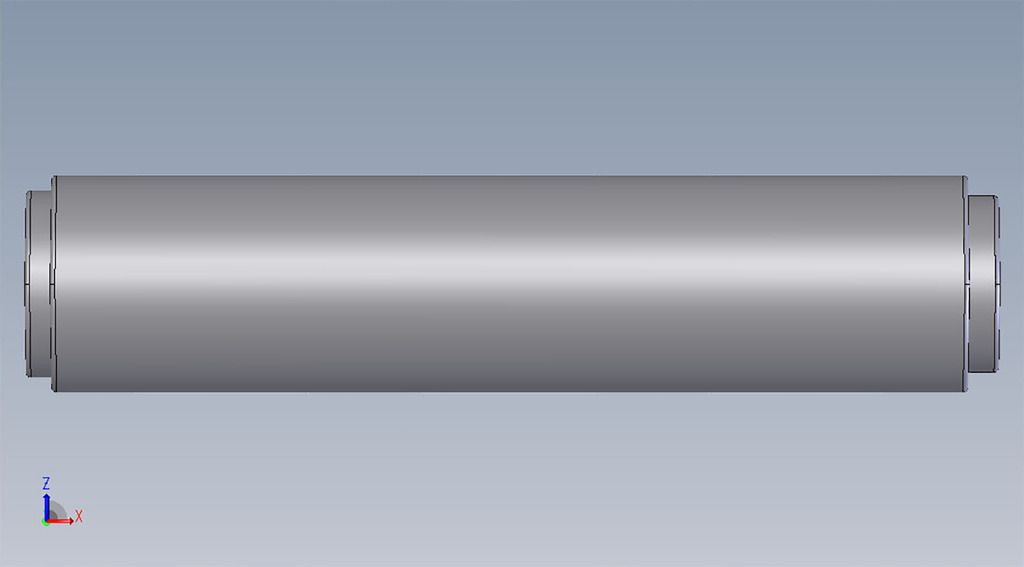
In these next two pictures of the lower hand guard you can see where there are critical surfaces on the front that need to be formed dimensionally to within +/- .030”. There are similar critical surfaces on the back end, as well on the inside on both ends.
In the next three CAD renderings you can see arrows pointing to an upside down isometric view of the upper hand guard where there are also similar critical surfaces on the back and front end, as well as inside.
I’m about half way through making the plugs for these two parts and my next step is doing the split molds.
Would it work to make a two part male / female compression mold from my plug using aluminum filled epoxy Tool Cast that I’d use tooling gelcoat on?
My experience working with Tool Cast for investment casting molds is that it’s poured into an aluminum body that has dowel pins through the aluminum that the keep it registered properly.
I’m using rapid prototypes on the plugs, as I find they are dimensionally more stable in terms of twist, bow and warping than production injection molded parts. And they are of a material that lends itself to making changes using body putty and accept gel coat nicely. I’m also making these where the vents in the sides will be CNC machined in afterward and then be clear coated on the finished production parts.
I sincerely appreciate your input here, as I have no real clue what I’m doing, other than what I’ve seen watching videos!