Hi guys,
I have same never ending problem with my resin infusion.
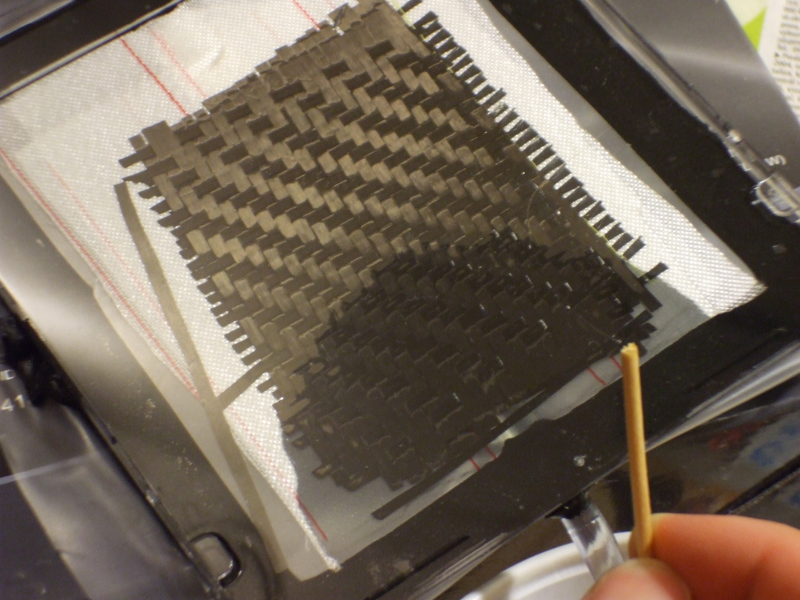
I try to make samples on small glass mirror. I use Frekote 770 NC release agent (tried also PVA). I use about 3 layers of carbon twill (about 5-6oz fabric). Than I use one layer of peel ply. I use Enkafusion as flow media on top of the peel ply. Simple inlet tube and outlet covered with peel ply. All bagged with high quality bag, sealing tape. I can hold 29" of vacuum for at least one day, so there are really no leaks. I use high quality epoxy resin with viscosity about 400-500cps (also tried another epoxy with 300cps). Resin was degassed at 29" for 15 minutes.
Problem is that I still have lot of pinholes in the intersections of tows in fabric. I don’t have any idea what the hell I’m doing bad 
After infusion everything looks very good, but after a while I can see lot of micro bubbles in the flow medium and on the peel ply. I try to slow the infusion by deforming inlet tube, so resin can penetrate fabric better without locking any bubbles.
Any ideas?
Mike
 )
)