Can somebody help me understand what happened here?
Let me first explain that I used rattle can “rustoleum” paint on this. Certainly that could have been the cause of the alligator skin, but the outcome looks similar to other failures I’ve had with gel coat.
First I flanged the plug and applied the first coat of wax. I repeated the process until there were around 5-7 coats of wax.
 [/QUOTE]
[/QUOTE]
Here is after brushing on the gelcoat…I used a digital scale and mixed it exactly at 1.5% MEKP. I let it set overnight. It wasn’t tacky when I lightly touched it 7 hrs later.

I laid down some chop strand mat:

And repeated the process several times sanding in between.
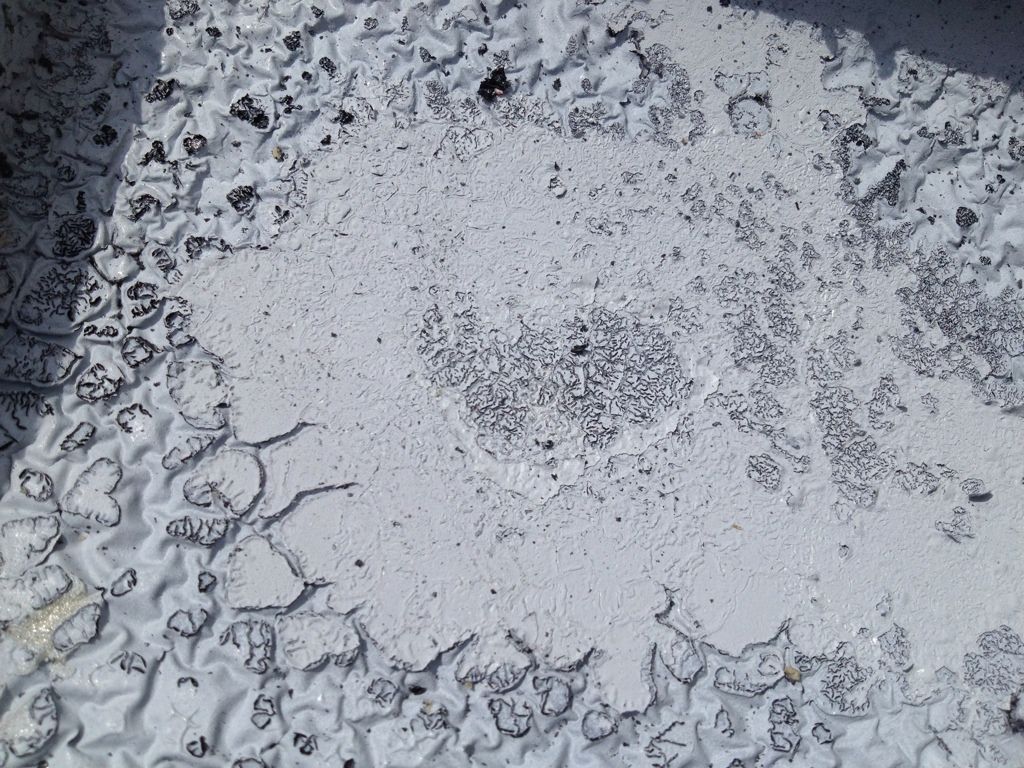
Then I pulled it apart and that is when my heart sank:(
Do you think this is because of the rattle can paint? Or some other issue with the gel coat??

I did not use PVA on this attempt.
The only part that is reasonably smooth is where the aluminum flange was:


This is the smoothest part:
 [/QUOTE]
[/QUOTE]

